-über-Wi-Fi-HaLow-400.webp)

Benefits of RFID
Advantages of RFID Transponders
Various methods are available for identifying objects. Raw materials such as non-ferrous metals are usually identified using simple color coding. As the number of objects increases, optical identification methods such as barcodes or QR codes help. However, these methods lose their information content if they are damaged or lost. Furthermore, changes to the data content are not possible and flexibility is limited.
Electronic identification elements, so-called RFID-Tags, eliminate the disadvantages mentioned above.
Frequencies for Various Applications
Neosid offers a comprehensive range of miniaturized RFID transponders.
There are different frequency bands for RFID applications: Low Frequency (LF – 125 kHz), High Frequency (HF – 13.56 MHz) and Ultra High Frequency (UHF – 434 and 868 MHz). Each frequency range has certain advantages and disadvantages.
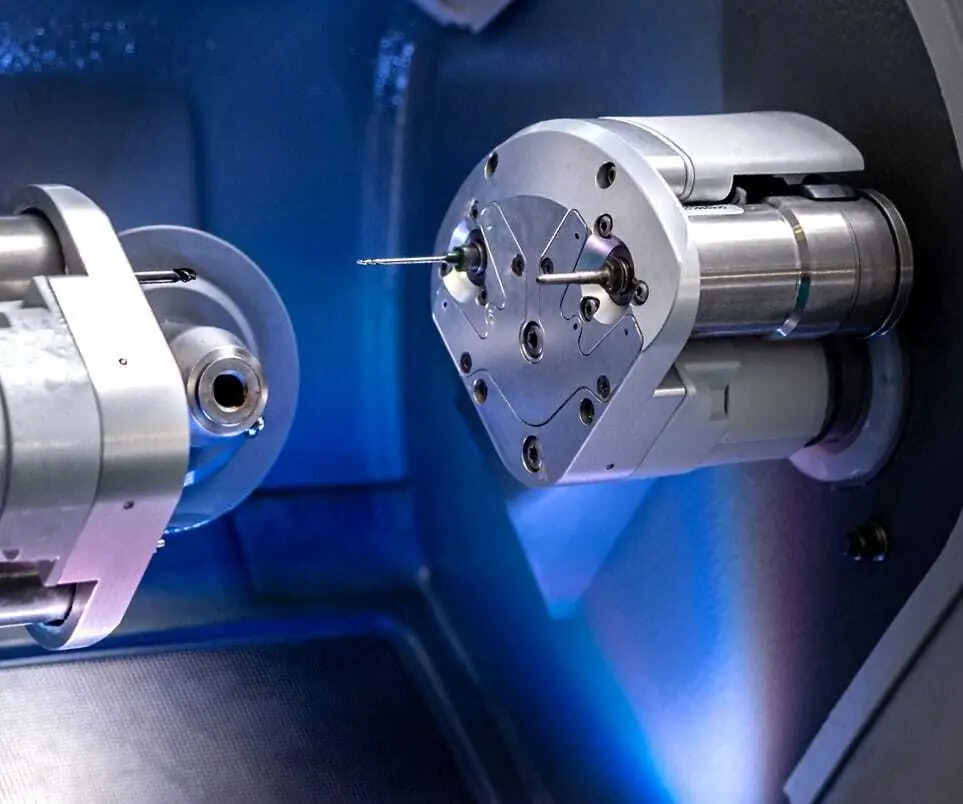
The use of HF is particularly recommended when selective object identification is required, such as in dental production. The misidentification of another object can thus be virtually ruled out.
In contrast to LF, the antennas of HF tags can be miniaturized with an intelligent design so that they can also be integrated into very small objects. Compared to UHF tags, HF tags have good readability, even from metallic objects or in a metallic environment.
Another important aspect is that HF and Near Field Communication (NFC) work with the same carrier frequency of 13.56 MHz. This means that HF tags can also be read by mobile devices with an NFC function. This eliminates the need for an industrial reader in many applications.
There are different frequency bands for RFID applications: Low Frequency (LF – 125 kHz), High Frequency (HF – 13.56 MHz) and Ultra High Frequency (UHF – 434 and 868 MHz). Each frequency range has certain advantages and disadvantages.
The use of HF is particularly recommended when selective object identification is required, such as in dental production. The misidentification of another object can thus be virtually ruled out.
In contrast to LF, the antennas of HF tags can be miniaturized with an intelligent design so that they can also be integrated into very small objects. Compared to UHF tags, HF tags have good readability, even from metallic objects or in a metallic environment.
Another important aspect is that HF and Near Field Communication (NFC) work with the same carrier frequency of 13.56 MHz. This means that HF tags can also be read by mobile devices with an NFC function. This eliminates the need for an industrial reader in many applications.
Neosid offers a comprehensive range of miniaturized RFID transponders.
“As electronic labels, RFID tags facilitate object identification and tracking in medical production. In dental processing centers, the transponders have to be particularly small. Ferrite cores meet the highest demands in terms of efficiency and miniaturization of the antennas. A guideline for TAG development.”

Miniaturization
Miniaturization of HF RFID Tags
While industrial tools and raw materials usually have a certain size into which a transponder can be easily integrated, machining centers for medical components, such as milling machines for dental implants, have significantly less space available. Dental tools often only have working widths of less than one millimeter.
An RFID transponder must therefore be designed in such a way that the tag is as small as possible, yet still powerful. A soft magnetic ferrite material (MnZn or NiZn) is used as the antenna core for HF tags. This significantly increases the efficiency of the transponder compared to an air-core coil. In addition, the ferrite core acts as a mechanical carrier for the RFID IC and for the antenna winding.

There are various methods for shaping ferrite cores. A basic distinction is made between compression and injection molding processes.
Design of the Ferrite Core
There are various methods for shaping ferrite cores. The ferrite material used is one of the determining factors. A basic distinction is made between compression and injection molding processes.
The Pressing Process
Most soft magnetic cores for high-frequency coils are manufactured using the pressing process due to their relatively simple shape. For manufacturing reasons, the slenderness ratio, i.e. the ratio of length to diameter, should not exceed 6. In the case of thin-walled designs such as tubular cores, the degree of slenderness also depends on the wall thickness.
The Injection Molding Process
High tolerance requirements for the geometry of the core can be met more precisely by using the injection molding process. This allows very small and thin-walled shapes to be produced. With injection molding, the degree of slenderness is not critical. A ratio of length to diameter of 20 is possible. Other technical parameters include a wall thickness from 0.2 mm, a volume of between 1 and 8,000 mm3 and basic tolerances of ±2 percent.
Component Management
Adaptations of the Transponder

Figure 1: Miniaturized transponder with ferrite core, antenna winding and HF RFID IC.
The electrical equivalent circuit diagram of a passive RFID transponder (Fig. 1) can be represented by the circuit in Fig. 2. If the RFID transponder is used in a ferromagnetic environment, this influences its electromagnetic properties. The resonant circuit consisting of antenna inductance L and capacitance C, which ideally operates at the center band frequency of 13.56 MHz, is changed by the metallic environment.
By adjusting the antenna inductance L, the resonant circuit of the transponder can be set to the correct frequency again (Fig. 3). The adjustments to the transponder must be made for each material, as the amount of detuning depends on the material. This process ensures that the smallest RFID tags can achieve maximum read range with minimum space requirements.
The electrical equivalent circuit diagram of a passive RFID transponder (Fig. 1) can be represented by the circuit in Fig. 2. If the RFID transponder is used in a ferromagnetic environment, this influences its electromagnetic properties. The resonant circuit consisting of antenna inductance L and capacitance C, which ideally operates at the center band frequency of 13.56 MHz, is changed by the metallic environment.
By adjusting the antenna inductance L, the resonant circuit of the transponder can be set to the correct frequency again (Fig. 3). The adjustments to the transponder must be made for each material, as the amount of detuning depends on the material. This process ensures that the smallest RFID tags can achieve maximum read range with minimum space requirements.
Figure 1: Miniaturized transponder with ferrite core, antenna winding and HF RFID IC.
Digital Component Management
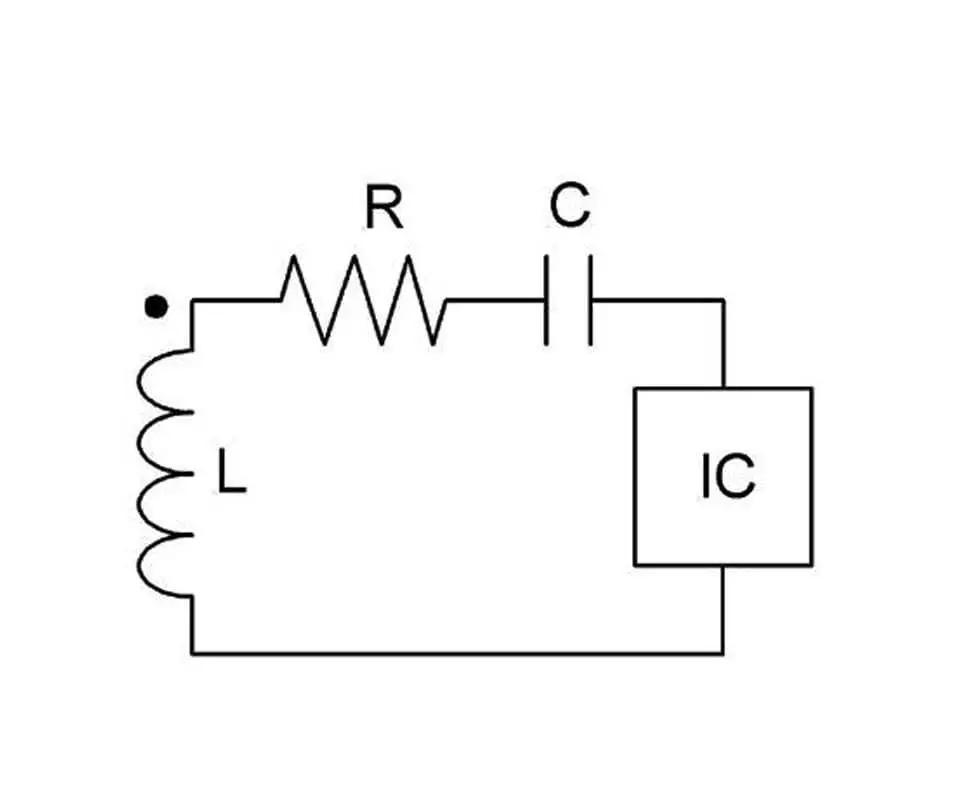
Figure 2: Equivalent circuit diagram of a passive RFID transponder.
The range of materials used in dental applications is extensive. Sintered metals, ceramics, titanium, cobalt-chrome alloys, zirconium oxide and aluminum oxide or plastics such as PMMA and PEEK are used, among others. Machining centers for implants perform a wide variety of machining tasks such as drilling, grinding, polishing and engraving workpieces.
There are special tools for each material used and for each machining process, which increases the variety of tools. RFID identification is intended to prevent an unsuitable tool from being used for a machining step - because then there is a risk of damage to the implant, the tool or even the machine.
The range of materials used in dental applications is extensive. Sintered metals, ceramics, titanium, cobalt-chrome alloys, zirconium oxide and aluminum oxide or plastics such as PMMA and PEEK are used, among others. Machining centers for implants perform a wide variety of machining tasks such as drilling, grinding, polishing and engraving workpieces.
There are special tools for each material used and for each machining process, which increases the variety of tools. RFID identification is intended to prevent an unsuitable tool from being used for a machining step - because then there is a risk of damage to the implant, the tool or even the machine.
Figure 2: Equivalent circuit diagram of a passive RFID transponder.
Tool Management and Preventive Maintenance
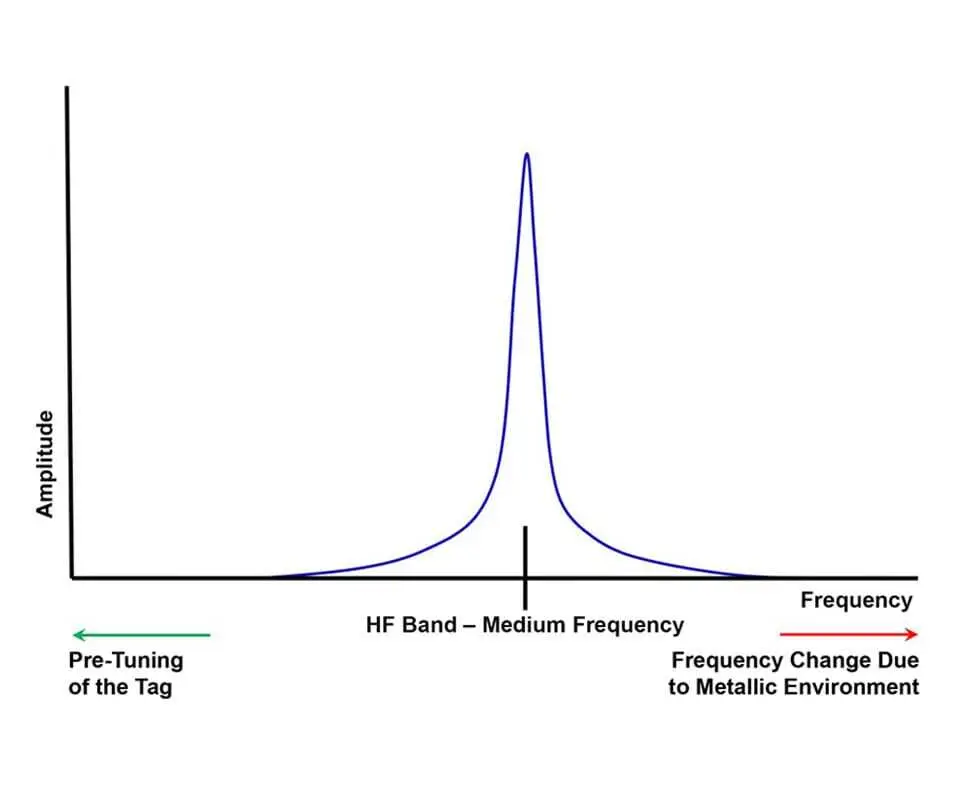
Figure 3: Fine tuning of the resonant circuit ensures maximum range of the tag.
RFID-supported tool and workpiece management systems prevent incorrect selection and enable error-free tool use. Criteria such as the rotational speed or feed rate are set specifically for each tool in order to optimize wear, material consumption and heating during machining.
For preventive maintenance, it is possible to create a complete history for each individual tool. This means that the remaining tool life can be determined before processing begins so that the job can be completed without changing tools.
An online connection to the dental machining centers offers additional remote maintenance, diagnostic support and web-based ordering systems for consumables, which further increase the availability of the systems.
RFID-supported tool and workpiece management systems prevent incorrect selection and enable error-free tool use. Criteria such as the rotational speed or feed rate are set specifically for each tool in order to optimize wear, material consumption and heating during machining.
For preventive maintenance, it is possible to create a complete history for each individual tool. This means that the remaining tool life can be determined before processing begins so that the job can be completed without changing tools.
An online connection to the dental machining centers offers additional remote maintenance, diagnostic support and web-based ordering systems for consumables, which further increase the availability of the systems.
Figure 3: Fine tuning of the resonant circuit ensures maximum range of the tag.
RFID Identification
Further Advantages of RFID Identification
The use of RFID technology significantly reduces the error rate in the operation of complex medical machining centers. The selection of suitable tools for processing a wide range of materials is transferred to the digital system once by an experienced operator. This means that additional employees no longer need to have any specialized knowledge, and learning phases and training are less time-consuming.

RFID technology reduces the error rate in machine operation, reduces downtimes, increases production efficiency and proves the authenticity of original products.
Proof of Originality
Machine manufacturers can specifically prevent the use of third-party suppliers for raw materials and tools by only approving original products for use in the machine. This can be achieved using the unique code that is stored individually in each transponder.
Alternatively, a manufacturer can program tool labels or serial numbers in the freely programmable memory space of the RFID IC, which serve as additional information for the system control. Such agile systems guarantee consistently high quality and ensure stable procurement channels for consumables.
Reducing Downtime and Increasing Efficiency RFID technology actively reduces the downtimes and idle times of medical processing centers and maximizes overall equipment effectiveness. This ensures cost-effective operation and increases the ROI on corresponding system investments.
-über-Wi-Fi-HaLow-responsive.webp)

