- Retrofitting und Digitale Zwillinge ermöglichen skill‑basierte Produktion auch für jahrzehntealte Maschinen.
- Skill‑Adapter und OPC UA schaffen eine standardisierte, interoperable Schnittstelle für Maschinenintegration.
- Feasibility Checks und Multiagentensysteme automatisieren Werkzeugwahl, Kollisionsprüfung und Prozessparameter.
- Der Skill‑Ansatz reduziert CAM‑Aufwand und erlaubt schrittweise, kosteneffiziente Einführung in vorhandene Anlagen.
Wissenschaftler der RPTU Kaiserslautern-Landau zeigen, wie bestehende Maschinenparks durch gezieltes Retrofitting fit für die Industrie 4.0 werden. Mit ausgewählten Hardwaremodifikationen, intelligenter Vernetzung und der Einführung eines Digitalen Zwillings eröffnen sich völlig neue Einsatzmöglichkeiten – selbst für jahrzehntealte Maschinen in der Produktion.
In einem vernetzten Maschinenpark können sich Maschinen künftig eigenständig für passende Produktionsaufträge melden – basierend auf ihren bereitgestellten Fähigkeiten („Skills“). Der Digitale Zwilling der sogenannten SkillMill* fungiert dabei als Schnittstelle zur modernen Fertigungswelt. Das Ergebnis: Gesteigerte Effizienz, präzisere Abläufe, geringere Investitionen und nahtlose Integration.
* SkillMill bezeichnet eine konventionelle Werkzeugmaschine, die durch Retrofitting und einen digitalen Zwilling in eine vernetzte Industrie-4.0-Umgebung eingebunden wird. * Fähigkeitsbasierte Steuerung (Skill-Based Control, SBC) ist ein Programmieransatz für Steuerungssysteme, bei dem Prozesse modular und flexibel auf Basis vordefinierter Fähigkeiten abgebildet werden – ohne tiefgehende Steuerungskenntnisse.
Fit für morgen: Entstehung einer SkillMill für die Industrie 4.0
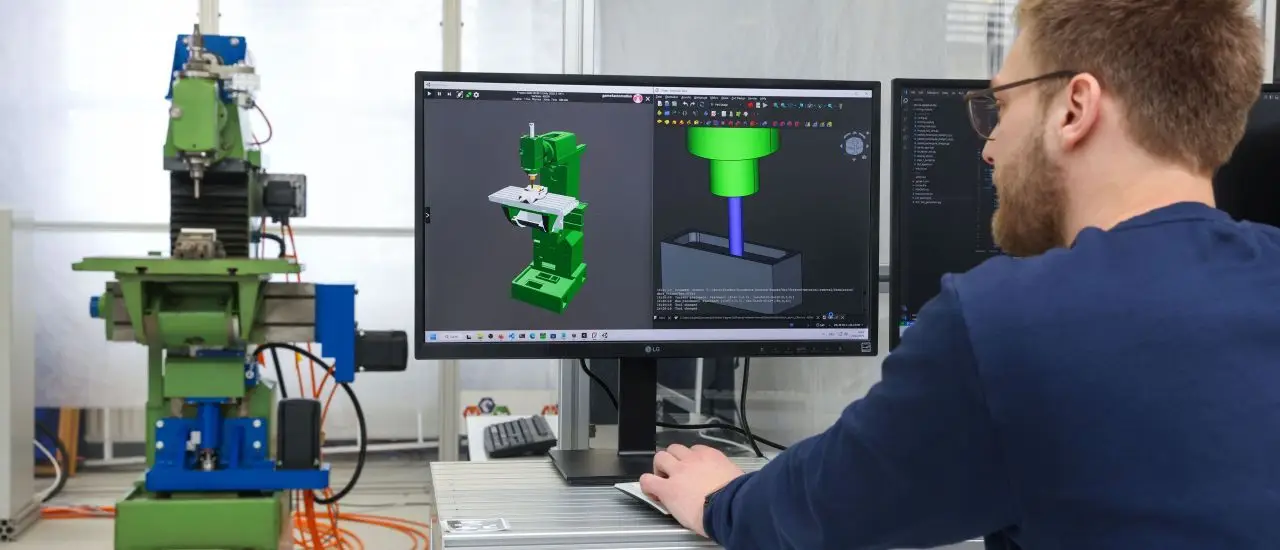
M.Sc. Andreas Wagner und M.Sc. Simon Lamoth, wissenschaftliche Mitarbeiter des Lehrstuhls für Werkzeugmaschinen und Steuerungstechnik (WSKL) der RPTU Kaiserslautern-Landau, haben eine 60 Jahre alte Fräsmaschine durch Retrofitting modernisiert.
Der Einsatz eines Digitalen Zwillings ermöglicht eine Skill-basierte Produktion, optimierte Fertigungsprozesse und die Integration in Industrie 4.0-Umgebungen. SkillMill könnte perspektivisch in Datenräume wie Gaia-X oder Manufacturing-X eingebunden werden, um ihre Skills anderen Unternehmen zur Verfügung zu stellen.
Wenn Maschinen neu denken lernen
Die SkillMill wurde aus einer 1,5 Tonnen schweren Fräsmaschine der Marke Friedrich Korradi entwickelt. Sie bekam neue Vorschubmotoren, eine CNC-Steuerung und einen Digitalen Zwilling, der sie nun in die Lage versetzt, skill-basiert zu arbeiten. Das bedeutet, dass Funktionen wie das Fräsen von Rechteck- oder Kreistaschen jetzt über eine OPC UA-Schnittstelle abgerufen und ganz einfach angepasst werden können.
Der Digitale Zwilling übernimmt dabei viele Aufgaben, die normalerweise ein klassisches CAM-System erledigt – er berechnet den Energiebedarf, schätzt die Kosten, wählt die besten Werkzeugwege aus und prüft auf Kollisionen. Außerdem liefert er wichtige Daten für die Angebotserstellung und Produktionsplanung.

Skill Adapter und OPC UA
Um Skill-basierte Fertigung in bestehende Maschinen zu integrieren, wird eine Schnittstelle benötigt, die Software und Hardware miteinander kommunizieren lässt. Genau hier kommt der Skill Adapter ins Spiel.
Der Skill Adapter ist eine softwarebasierte Lösung, die Maschinen in eine Skill-basierte Produktionsumgebung einbindet. Dabei wird ein OPC UA Adapter verwendet, der als zentrale Schnittstelle für Kommunikation und Steuerung fungiert. Auf dieser Grundlage können verschiedene Entscheidungsalgorithmen eingesetzt werden, um die Maschinensteuerung effizient zu optimieren.
Besonders bei der Nachrüstung älterer Maschinen, die ursprünglich für die manuelle Bedienung konzipiert wurden, bietet der Skill Adapter enorme Vorteile. Anstatt aufwendige Hardware-Modifikationen vorzunehmen, kann die Software genutzt werden, um eine automatisierte, skill-basierte Steuerung zu implementieren. Mit Retrofitting von Motoren und CNC-Steuerungen wird die Maschine dann vollautomatisch.
Alternativ lassen sich auch manuell bediente Maschinen über den Adapter in den Skill-basierten Produktionsprozess integrieren – so können Werker gezielt eingebunden werden. Die Verwendung von OPC UA als standardisierte Schnittstelle garantiert eine flexible und interoperable Kommunikation im Rahmen der Industrie-4.0-Architektur.
Der Feasibility Check
Der Feasibility Check dient zur Überprüfung, ob ein geplanter Fertigungsschritt unter den vorgegebenen Bedingungen erfolgreich ausgeführt werden kann. Dabei werden wesentliche Faktoren wie Kollisionen, Werkzeugauswahl, Vorschubgeschwindigkeit, Spindeldrehzahl, Zeitaufwand und Energieverbrauch analysiert. Eine zentrale Rolle spielt die Kollisionssimulation, die sicherstellt, dass der automatisch generierte Maschinencode keine unerwarteten Fehler oder Schäden verursacht.
Zusätzlich werden bereits in dieser Phase alle relevanten Parameter ermittelt und bewertet. So wird beispielsweise auf Basis der Bauteilgeometrie ein geeignetes Werkzeug ausgewählt, aus dem sich wiederum die optimale Spindeldrehzahl ableiten lässt.
Die Ergebnisse des Feasibility Checks liefern eine klare Entscheidung: Ist der geplante Fertigungsschritt realisierbar oder nicht? Gleichzeitig lassen sich Zeit- und Energiebedarf kalkulieren, wodurch auch eine wirtschaftliche Bewertung der Fertigungsaufgabe ermöglicht wird.
Generierung der Werte im Hintergrundprozess
Die Bestimmung der Fertigungsparameter, wie beispielsweise die Spindeldrehzahl, basiert auf den übermittelten Geometriedaten und erfolgt automatisiert. Sobald eine CAD-Datei mit den relevanten Abmessungen einer Fräskontur, wie Breite, Länge und Tiefe, in das System eingespeist wird, selektiert die Software ein geeignetes Werkzeug. Die Bestimmung der optimalen Spindeldrehzahl erfolgt auf Basis dieses Werkzeugs sowie des zu bearbeitenden Materials.
Die Berechnung dieser Werte erfolgt innerhalb eines Multiagentensystems, in dem spezialisierte Softwarekomponenten dezentrale Entscheidungen treffen.
Jeder Agent übernimmt dabei eine spezifische Aufgabe, beispielsweise die Auswahl der Werkzeuge oder die Festlegung von Bearbeitungsparametern. Eine Abtragssimulation aktualisiert kontinuierlich den Zustand des Werkstücks, sodass nachfolgende Bearbeitungsschritte optimal geplant werden können.
Skill-basierte Produktion im Vergleich zum klassischen CNC-Fräsprozess
In einem konventionellen Fertigungsprozess beginnt die Arbeitsvorbereitung mit der Analyse technischer Zeichnungen, um das gewünschte Bauteil zu definieren. Die Programmierung eines Maschinencodes ist erforderlich, um eine bestimmte Bearbeitung, wie das Fräsen einer Rechtecktasche, durchzuführen.
Ist kein vergleichbarer Code vorhanden, ist eine vollständige Neuprogrammierung notwendig, die detailliertes Wissen über G-Codes und Maschinenbefehle voraussetzt. Dieser Prozess ist zeitaufwendig, insbesondere bei individuellen Kundenanforderungen.
Der Skill-basierte Ansatz reduziert diesen Aufwand. Zentrale Parameter wie Länge, Breite und Tiefe einer Rechtecktasche werden dabei vordefiniert und in einem standardisierten Interface hinterlegt, sodass die Maschine die erforderlichen Anpassungen an Werkzeug und Prozess selbstständig vornehmen kann. Somit entfällt die manuelle Codeerstellung, und der Fertigungsprozess wird flexibler und effizienter gestaltet.

Interview mit Andreas Wagner
1. Wie einfach lässt sich eine Maschine zur SkillMaschine nachrüsten?
Andreas Wagner: Das kommt auf die Ausstattung der Maschine und den gewünschten Effekt an. Man muss nicht zwingend Maschinen automatisieren. Im ersten Schritt reicht es auch, die Maschine mit ihren Eigenschaften digital zu beschreiben und ansteuerbar zu machen. Das kann auch für handgeführte Maschinen umgesetzt werden.
In unserem Fall haben wir die Maschine mit CNC-Steuerung und Vorschubmotoren ausgestattet, was einen deutlich höheren Aufwand bedeutet. Dafür ist dann ein „autonomer“ Betrieb über Skills möglich.
In jedem Fall wird ein sogenannter Skill-Adapter benötigt – ein Stück Software, das die Maschine im Netzwerk über eine einheitliche Schnittstelle (i.d.R. OPC UA) erreichbar macht.

2. Muss beim Retrofitting zu einer SkillMaschine die gesamte Infrastruktur und der ganze Maschinenpark angepasst werden?
Andreas Wagner: Nein, ein solches Skill-basiertes System kann Schritt für Schritt eingeführt und ausgebaut werden. Minimal benötigt es im ersten Schritt eine Maschine mit Skill-Adapter und eine ansteuernde Softwareeinheit sowie eine Software, anhand derer Produktionspläne erstellt werden können.
Die letzteren beiden (ansteuernde Software sowie Produktionsplanerstellung) haben wir z.B. als ein einziges Plug-In für ein CAD-System (Siemens NX und Fusion360) entwickelt. Sprich: Skill-Adapter für eine Maschine + CAD-Plugin reicht für ein MVP (Minimum Viable Product), das parallel zur bestehenden Infrastruktur laufen kann.
3. Welche konkreten Vorteile bietet die Skill-Lösung für die Steuerung und Wartung der Fräse?
Andreas Wagner: Da die Skills eigenständig den Fertigungsprozess planen und prüfen, entfällt der händische CAM-Prozess komplett. Es werden lediglich die geometrischen Informationen des CAD extrahiert und an die zugehörigen Skills übermittelt. Das spart enorm viel Zeit und kann vollständig automatisiert werden. Aktuell funktioniert dies in der Forschung für eine Vielzahl an Standardfeatures.
Da die Skill-Adapter, respektive Digitale Zwillinge, der Maschine frei programmiert werden können und auf die Anforderungen des Kunden angepasst werden können, kann man die Intelligenz beliebig erhöhen. Es ist möglich, z.B. Algorithmen zur Predictive Maintenance o.Ä. zu integrieren.
4. Welche Herausforderungen gibt es bei der Nachrüstung älterer Maschinen mit der SkillMill-Technologie?
Andreas Wagner: Die vorgestellte Fräse ist ein Extrembeispiel. Hier waren Vorschubmotoren, neue Kugelgewindetriebe, eine CNC-Steuerung und diverse Modifikationen am Gestell notwendig. Viele Maschinen sind aber bereits mit Vorschubmotoren und CNC-Steuerung ausgestattet, was die hardwaretechnischen Herausforderungen deutlich begrenzt.
Dann ist die größte Herausforderung, die Übertragung des Programmcodes sowie die Ansteuerung vom Skill-Adapter zur Maschine zu realisieren. Wenn keine CAD-Modelle der Maschine existieren, ist es auch eine Herausforderung, eine Kollisionssimulation für die Maschine im digitalen Zwilling umzusetzen.
Über das Projekt
Das Projekt ist Teil der Forschungsarbeiten innerhalb der SmartFactory-KL, einem Netzwerk aus rund 50 Partnern aus Industrie und Wissenschaft, das gemeinsam an der Weiterentwicklung von Industrie 4.0-Technologien arbeitet.