- Symington utilise des étiquettes RFID EPC Gen2v2 pour suivre en temps réel les supports de charge contenant des vins semi-finis.
- La technologie permet d’optimiser la chaîne logistique, de réduire les erreurs et d’automatiser la gestion des processus entre production et entrepôt.
- Le producteur allie innovations numériques, robotique et durabilité pour répondre aux défis environnementaux et à la pénurie de main-d'œuvre.
- Symington prévoit d’étendre la RFID à tous les processus, y compris les produits finis, profitant de la baisse des coûts d’étiquetage.
Les vignobles du producteur portugais de porto et de vin du Douro Symington Family Estates s'étendent sur 1 024 hectares. Fondée en 1882, l'entreprise en est déjà à sa cinquième génération familiale. Le premier producteur de vin biologique du nord du Portugal optimise ses processus logistiques internes grâce à la RFID.
Des robots pour lutter contre la pénurie de main-d'œuvre et le changement climatique
Les vins de Porto et du Douro sont distribués dans plus de 120 pays à travers le monde. Environ 24 millions de bouteilles sont vendues chaque année. Plus de 20 000 employés sont nécessaires pour les vendanges dans toute la région – Symington en emploie 800.
Isabel Freitas - Développeuranalyste , Symington Family Estates
Biologique et expérimental
Avec environ 132 hectares, Symington possède le plus grand vignoble certifié biologique du nord du Portugal. En outre, l'entreprise exploite des vignobles expérimentaux pour tester de nouvelles variétés de vin. Les bibliothèques de cépages d'Ataíde (53 cépages) et de Bomfim (31 cépages) constituent la plus grande collection de cépages indigènes du Portugal.
Tous les vignobles, soit un total de 1 024 hectares, sont gérés selon des spécifications strictes et dans le but d'intervenir le moins possible. Pour commercialiser ses produits, Symington exploite quatre maisons de porto de premier plan et propose une gamme de vins du Douro.
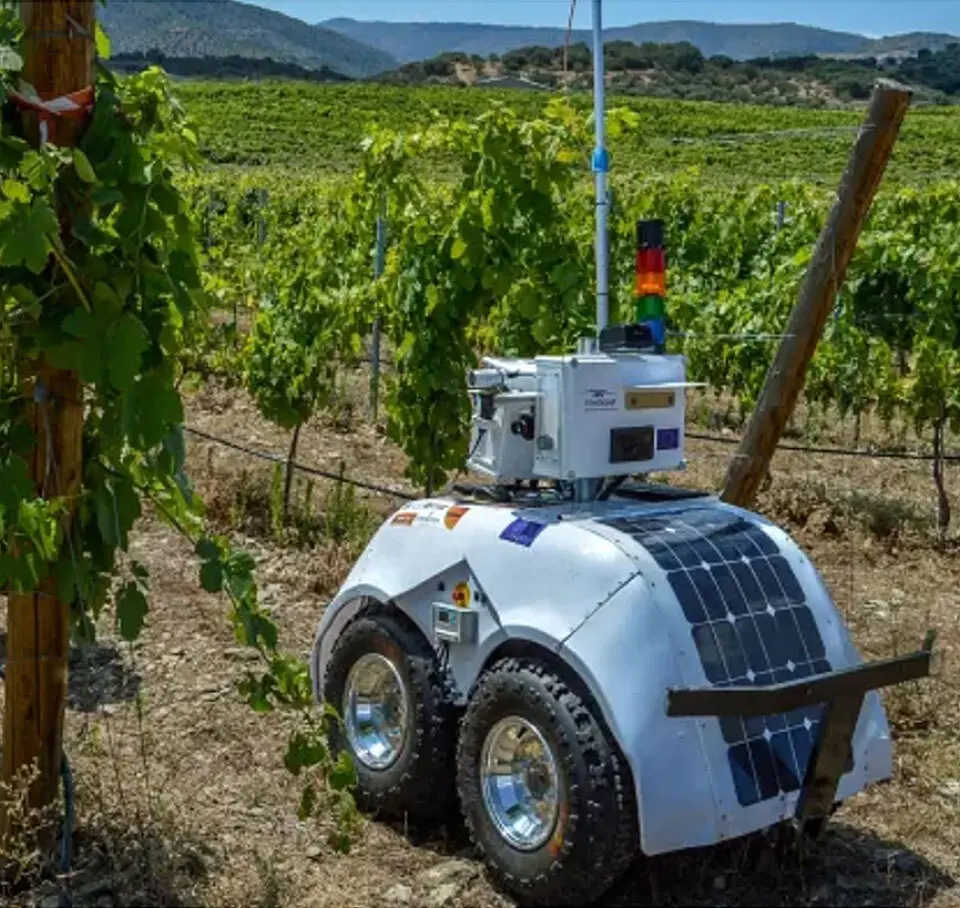
Des robots sillonnent les vignobles
Les données collectées fournissent des informations sur les influences de la température, de la pluie et de l'irrigation. La gestion de l'irrigation des vignobles est automatisée et contrôlée à distance grâce à des capteurs. En cas de changements climatiques soudains, il est impératif de pouvoir réagir en quelques heures, ce qui n'est possible qu'avec des solutions numériques. Deux machines sont utilisées pour la récolte des raisins dans les vignobles en terrasses.
Les informations sur le degré de maturité et la position sont transmises à la machine. Certaines zones peuvent être laissées de côté à l'avance. Lorsque la machine est réutilisée, les données de l'opération précédente sont déjà traitées automatiquement et l'unité suivante est configurée correctement.
Transpondeur RFID UHF sur les caisses en treillis
Suivi RFID pour tous les produits semi-finis
L'intégration de la RFID a débuté en 2015 et a eu lieu dans le processus de production des produits semi-finis afin de rationaliser les processus internes et d'éliminer les erreurs manuelles. En outre, la chaîne d'approvisionnement devait être optimisée. Symington utilise des étiquettes EPC Gen2v2 avec le schéma de codage binaire EPC SSCC-96 et les événements EPCIS pour la communication avec SAP. Les étiquettes RFID sont encodées en interne. La puce dispose d'un EPC de 128 bits et d'une mémoire utilisateur de 32 bits. Pour des raisons de coût, les produits finis n'ont pas été inclus dans le déploiement initial de la RFID.

Suivi en temps réel des supports de charge
Pendant la mise en bouteille du vin, deux étiquettes avec des codes-barres GS1-128 et RFID SSCC-96 sont imprimées. Elles sont apposées sur le support de charge métallique, qui peut contenir environ 600 bouteilles. Une fois le processus de remplissage terminé, les marchandises entrantes sont enregistrées dans le système ERP. Les transpondeurs RFID garantissent la localisation et le suivi du support de charge en temps réel. Le support de charge est ensuite transféré vers l'entrepôt. Un lecteur RFID est situé à la porte d'entrée.
Chaque fois qu'un transpondeur passe devant le lecteur, l'emplacement, l'identifiant de l'unité de manutention sous forme de code SSC (Serial Shipping Container) et le fuseau horaire sont transmis au système ERP conformément à la norme EPCIS. Au total, trois lecteurs RFID sont installés. Deux sur les lignes de production finales et un à l'entrée de l'entrepôt.
Le processus de production final a lieu après plusieurs années
Le produit semi-fini est stocké sur le support de charge pendant une longue période, parfois plusieurs années, jusqu'à ce qu'il soit renvoyé dans le hall de production pour le processus de finition final. La loi impose que certains produits soient remplis et stockés à un moment précis, même si la vente n'a lieu que plusieurs années plus tard. Lorsque le produit semi-fini est acheminé vers les lignes de production finales pour les dernières étapes (étiquetage et emballage), les lecteurs installés sur les lignes de production capturent l'étiquette RFID. Ainsi, l'ensemble de la chaîne de processus interne est contrôlé et surveillé. La finition correcte du produit avec l'étiquette correspondante est garantie.
Entretien avec António Marquez Filipe
Tradition et innovation combinées
Solidarité régionale, coopération dans des projets de recherche, objectifs en matière de durabilité, « Mission 2025 » : António Marquez Filipe nous donne un aperçu de l'histoire de l'entreprise et de la vision d'avenir de Symington Family Estates.
Entretien
1. Qu'est-ce qui rend Symington si spécial ?
Symington est déjà dirigée par la 5e génération de la famille. Fondée en 1882, nous sommes une entreprise traditionnelle qui, d'une part, accorde une grande importance à son héritage et, d'autre part, se tourne vers l'avenir avec les dernières technologies et innovations. Symington combine harmonieusement ces deux aspects. Nous sommes particulièrement attachés à la région du Douro et à l'exploitation locale.
La famille Symington a des liens très forts avec la région. Bien qu'elle ait également des racines britanniques, sa passion pour sa région d'origine, le Douro, est immense. Elle a des liens très forts avec la région, ce qui est à mon avis quelque chose de très spécial. À ce titre, Symington est impliqué dans un certain nombre de projets locaux qui soutiennent les objectifs de durabilité et la préservation de la région.
2. Quels sont les projets environnementaux actuellement soutenus activement ?
Nous sommes impliqués dans toute une série de projets environnementaux. Nous avons récemment lancé une édition spéciale du vin Altano, par exemple. Une partie des recettes des ventes est directement reversée à « Rewilding Portugal » pour créer des biotopes à Foz Côa, dans le nord du Portugal. Dans cette réserve, la faune sauvage peut évoluer en toute liberté. Nous entretenons également des partenariats avec trois universités au Portugal, à Vila Real, Porto et Aveiro. Dans le cadre de ce partenariat, nous participons à une étude sur la biodiversité qui porte sur la population de traquets mignons, appelés « oiseaux du vin de Porto ».
L'étude évalue comment nous pouvons maintenir et même augmenter cette population sur nos propriétés.
3. En 2001, la région du Douro a été classée au patrimoine mondial de l'UNESCO. Cela a-t-il également une influence directe sur Symington ?
La région du Douro est la plus ancienne région viticole délimitée au monde. Au total, les vignobles couvrent 45 726 hectares. Une grande partie est plantée sur des terrains escarpés et en terrasses. Nous avons personnellement reconstruit bon nombre de ces terrasses sur notre propriété. Au total, 93 kilomètres de terrasses en pierre faites à la main s'étendent sur notre propriété.
Il y a quelques années, un biologiste nous a fait remarquer que les pierres étaient trop rapprochées. Les petits espaces ouverts entre les pierres sont généralement habités par des insectes et des serpents. Nous avons donc modifié notre technique de construction afin de garantir un espacement suffisant entre les pierres, favorisant ainsi la biodiversité.
4. Quelles certifications Symington possède-t-il déjà aujourd'hui ?
Nous sommes le premier producteur de vin biologique du nord du Portugal et nous menons des études de recherche et développement afin d'élargir les frontières de la viticulture biologique. À Quinta do Ataíde, nous construisons la toute première cave au Portugal à obtenir la certification LEED (Leadership in Energy and Environmental Design). Nous sommes également certifiés B Corporation.
L'objectif de l'entreprise ne se limite donc pas au profit financier, mais est lié à la volonté d'apporter une valeur ajoutée à la société et de résoudre des problèmes sociaux et environnementaux. Symington appliquait déjà bon nombre de ces politiques avant la certification.
Parmi celles-ci, le respect de l'environnement, des communautés locales et des employés.
5. Quels sont les défis auxquels vous êtes confrontés ? Mot-clé : pénurie de main-d'œuvre.
L'intérieur du Portugal en particulier se caractérise par une migration vers les grandes villes, un faible taux de natalité et un âge médian de la population en hausse. En termes de proportionnalité, Symington a besoin à elle seule d'environ 800 travailleurs par an, et la région entière de 20 000. C'est pourquoi nous travaillons à l'intégration d'un certain nombre de solutions.
6. Quelle est l'importance des robots et des drones dans les vignobles ?
Nous utilisons la robotique pour augmenter le nombre et la qualité des points de collecte de données dans les vignobles. Les données collectées fournissent des informations sur les influences de la température, de la pluie et de l'irrigation. Afin de prévenir les impacts et les maladies éventuelles, nous avons investi dans l'imagerie satellite, les drones et la robotique.
La gestion de l'irrigation des vignobles est automatisée et contrôlée à distance grâce à des capteurs. Nous n'utilisons pas l'irrigation pour maximiser les rendements, mais simplement pour maintenir les vignes en vie. En cas de changements climatiques soudains, il est impératif de pouvoir réagir en quelques heures, ce qui n'est possible qu'avec des solutions numériques.
7. Comment se déroule le processus de récolte ?
Nous utilisons deux machines pour récolter les raisins sur les terrasses. Ces machines ont été spécialement conçues par nos soins afin que seuls les raisins mûrs soient cueillis.
Les informations relatives au degré de maturité et à la position peuvent être transmises à la machine. Cette technologie est en cours de développement, mais n'est pas encore pleinement opérationnelle. Nous pouvons par exemple exclure certaines zones à l'avance. Lorsque la machine est réutilisée, les données de l'opération précédente sont déjà traitées automatiquement et le démarrage de la prochaine unité est correctement configuré.
8. En quoi consiste la « Mission 2025 » ?
Pour la « Mission 2025 », quatre groupes de travail interentreprises ont été mis en place afin de développer des initiatives de développement durable dans les domaines suivants : viticulture et biodiversité, eau, énergie et bâtiments, emballages et déchets, équipe et communauté.
Au total, nous avons défini 10 objectifs à atteindre d'ici 2025 au plus tard. Toute l'énergie proviendra alors de sources d'énergie renouvelables certifiées, dont 20 % seront produites par nos soins. Toutes les voitures particulières seront électriques ou hybrides. Pour chaque litre de vin mis en bouteille, les émissions de CO² seront réduites de 35 %, la consommation d'eau de 10 % et la consommation d'électricité de 10 %. De nombreux écosystèmes seront reboisés.
La nouvelle cave obtiendra la certification LEED Or en tant que bâtiment durable. 80 % des employés participeront à des programmes de bénévolat. Un nouveau fonds d'impact social et environnemental est créé. Enfin, l'objectif d'obtenir la certification B-Corp a déjà été atteint.

Localisation avec la RFID
Toutes les lignes de production seront équipées de la technologie RFID d'ici 2021
Environ 5 000 supports de charge métalliques équipés d'étiquettes RFID sont en circulation chaque année chez Symington. Les erreurs manuelles sont réduites et les sources d'erreurs potentielles sont localisées plus rapidement. Les temps d'arrêt des lignes de production et les erreurs d'emballage
sont réduits. Le personnel n'a plus besoin de procéder à des scans manuels. Les supports de charge sont gérés de manière efficace et transparente, car chacun d'entre eux peut être localisé avec précision. D'ici la fin 2021, toutes les lignes de production restantes dans les deux halls de production et l'entrepôt central seront également équipées de la technologie RFID.

Parc de conteneurs avec RFID
José Salazar, analyste développeur au service informatique de Symington, est responsable de l'intégration de la RFID dans les processus logistiques avec les fournisseurs externes. Le transport des conteneurs équipés d'étiquettes RFID, contenant les raisins livrés, est assuré depuis le point de réception des marchandises jusqu'à l'usine de production.
Chaque conteneur est affecté à la production de vin appropriée. Les conteneurs vides sont ensuite transférés de l'usine de production vers l'entrepôt. De là, les conteneurs sont à nouveau transférés vers les fournisseurs.

Identification des fournisseurs
Le code EPC-GEn2v2 avec GRAI-96 est utilisé. Les processus logistiques avec les fournisseurs – identification du fournisseur, nombre de raisins livrés, ainsi que le retour des conteneurs vides – sont ainsi contrôlés.
Entretien avec Isabel Freitas
Faire progresser les innovations technologiques
Isabel Freitas s'engage en faveur de la mise en œuvre d'innovations technologiques. Elle est principalement responsable de l'intégration de la RFID dans la logistique et explique les défis qui ont dû être relevés et les attentes fixées pour l'intégration de la RFID, ainsi que les technologies d'avenir qui sont au centre de l'attention.
Entretien
1. Quels sont les défis technologiques auxquels Symington est confronté, notamment en ce qui concerne la gamme de produits et leur cycle de vie ?
En raison de la longue durée de vie de nos produits, nous avons dû nous poser la question suivante : la technologie que nous mettons en œuvre aujourd'hui est-elle toujours innovante et applicable à l'avenir ? À quoi ressemblera cette technologie dans 20 ans, lorsque le vin sera vendu ? Si la technologie ne fonctionne plus correctement à ce moment-là, le client pourrait s'interroger sur l'authenticité du produit. Il faut donc tenir compte des évolutions technologiques futures et d'une éventuelle dégradation technologique. De plus, nous travaillons avec du métal et des liquides, deux matériaux qui ne facilitent pas l'intégration de la technologie RFID.
2. Pourquoi Symington a-t-il spécifiquement choisi le code d'expédition en série (Serial Shipping Container Code) ?
Au départ, nous avons évalué s'il fallait utiliser le GRAI (Global Returnable Asset Identifier) ou le SSCC (Serial Shipping Container Code), car les conteneurs métalliques nous appartiennent et ne quittent pas nos installations de production internes. À l'époque, le SSCC était beaucoup plus répandu dans la chaîne d'approvisionnement. Nous avons donc finalement décidé d'opter pour le SSCC-96.
3. Quelles étaient les attentes avant l'intégration de la solution ?
L'objectif global était de garder une longueur d'avance sur les exigences futures de la chaîne d'approvisionnement. La dynamique au sein de la chaîne d'approvisionnement évolue de plus en plus. Un nombre croissant d'entreprises investissent désormais dans la transformation numérique et la normalisation de la chaîne d'approvisionnement. Lorsque nous sommes passés à la RFID en 2015, nous souhaitions également réduire le temps de stockage. L'étude de cas sur nos produits semi-finis n'était pas optimale, car des influences environnementales telles que le métal et les liquides, ainsi que la manière dont nos stocks sont entreposés, rendaient difficile la capture des données RFID.
Cependant, l'environnement entourant nos produits finis est différent et, bien que la lecture se fasse au niveau du SSCC, nous considérons toujours le suivi RFID comme une bonne option dans un avenir proche.
4. L'utilisation de la RFID devrait-elle être étendue à l'avenir ?
Pour des raisons de coût, nous n'avons pas inclus les produits viticoles finis dans la première phase d'intégration de la RFID. À l'avenir, cependant, nous souhaitons intégrer tous les produits dans la solution RFID. Nous prévoyons actuellement d'étendre l'intégration de la RFID à tous les processus de production et de logistique. Cela inclut non seulement les lignes de production, mais aussi les entrepôts de produits semi-finis, de produits finis et de matières premières. Le coût des étiquettes RFID a considérablement baissé depuis 2015. Le déploiement de la RFID devient donc de plus en plus rentable. Nous évaluons actuellement l'utilisation de drones pour l'inventaire dans l'entrepôt, par exemple. Un autre facteur motivant pour nos projets est que certains de nos fournisseurs commencent également à utiliser la RFID.
5. La RFID est également utilisée pour la livraison de raisins provenant de viticulteurs externes. Comment ce processus fonctionne-t-il ?
Le déploiement de la RFID sur les conteneurs est utilisé pour trois processus différents impliquant la coopération avec des viticulteurs externes. Tout d'abord, le circuit de pool des transporteurs entre Symington et les viticulteurs est surveillé. Cela signifie que nous savons toujours exactement où se trouvent les conteneurs et combien il y en a. Le retour ou la livraison des conteneurs vides équipés d'étiquettes RFID est également enregistré automatiquement.
Le deuxième processus RFID concerne les viticulteurs et leurs quantités livrées. Nous surveillons automatiquement et sans contact la quantité de raisins livrés et attribuons cette quantité au viticulteur concerné.
Le viticulteur est identifié grâce à l'étiquette RFID apposée sur le conteneur. De cette manière, nous documentons le nombre de conteneurs et les quantités de raisins à attribuer à un viticulteur.
Le troisième processus pris en charge par la RFID ne concerne pas les viticulteurs externes, mais les processus logistiques internes chez Symington. Cela comprend le transport des conteneurs depuis le point de réception des marchandises jusqu'à l'installation de production, ainsi que l'attribution des conteneurs à la production de vin appropriée.
Le transport des conteneurs vides de l'usine de production à l'entrepôt de réception ou de l'entrepôt de réception à la production est également surveillé sans contact. En substance, tous les processus logistiques sont enregistrés numériquement afin que tous les mouvements de conteneurs puissent être tracés. Pour cela, nous utilisons EPCGEn2v2 avec le codage GRAI-96.
6. Quelles autres solutions et technologies sont actuellement à l'étude ?
Nous évaluons actuellement diverses autres solutions d'automatisation. Par exemple, nous testons l'utilisation de la technologie NFC pour la fidélisation et l'interaction avec les clients. À l'avenir, une étiquette à double fréquence pourrait être utilisée pour automatiser la logistique et améliorer l'expérience client. Comment pouvons-nous fidéliser nos clients et renforcer leur attachement à la marque à l'avenir ?
Telles sont les questions auxquelles Symington tente actuellement de répondre. Le monde évolue si rapidement, et la durée de vie de certains de nos vins est bien supérieure à la nôtre. C'est un autre défi auquel nous devons faire face. Nous cherchons à standardiser toutes les solutions et les nouvelles technologies afin de pouvoir en tirer parti dans tous les segments de la chaîne d'approvisionnement. Cela garantit également le respect des réglementations strictes de l'industrie agroalimentaire.